Disagree completely on this one. Grinding as shown, with such a wide wheel would put tremendous strain on a barrel. They would also have zero ability to insure consistent barrel wall thickness from both end to end, but more importantly having an even wall thickness around the circumference.
I don't know how the various companies are doing it today, but I do know I can setup a metal lathe with proper tooling geometry to put very little cutting stresses.
I don't think I expressed myself very well. I was trying to support Rich Pierce where he said, "It’s easier to turn barrels to a thicker wall. Easier is cheaper."
I could have used a better term than "stress" to make my point about turning a thin walled barrel on a lathe. The cutting tool on a lathe is a single point that puts pressure on the work. If the work is a solid bar, this pressure causes a small amount of deflection in the bar. If the work is a thin walled tube like a barrel, the deflection is more significant.
On a cylindrical tube or straight wall tube, a follower rest can be used to support the tube on the opposite side from the cutting tool. But for a tapered barrel, a traditional follower rest doesn't work because the diameter of the barrel changes along its length. One would have to use a steady rest and reposition it a time or two to turn the tapered barrel to the desired conditions. Or one would need to take a lot of light cuts on the barrel without any rests in order to minimize the deflection of the barrel.
Either approach would take more time and add to the costs of the barrel. You can order a thin walled fowler barrel from some custom barrel makers, but it will cost more than the standard barrel from Colerain or Rice.
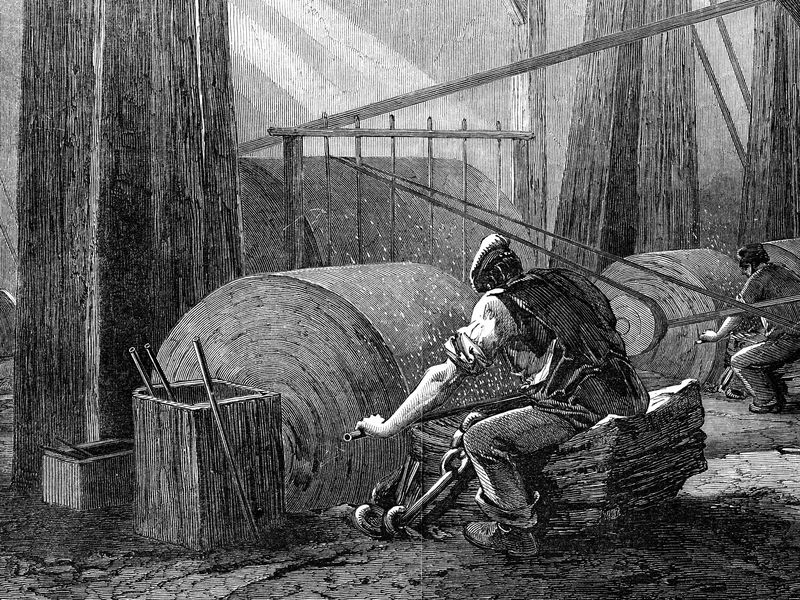
As far as grinding barrels, that's the way it was done. The woodcut I posted was from a broadsheet article published in 1851 in the
Illustrated London News.
I would agree that it probably lacked the precision we expect today, but it was no more or no less as precise as the rest of the processes in making a barrel in the 18th and first half 19th centuries. After all, a barrel started out as iron skelps that were forge welded around a mandrel. It was then reamed out (it was called boring in the day) to proper bore size. The barrel would be straightened by eye, looking down the bore. The large barrel manufactures then ground the external profile either round or octagon or combination. Small shops would have hand filed the external profile.
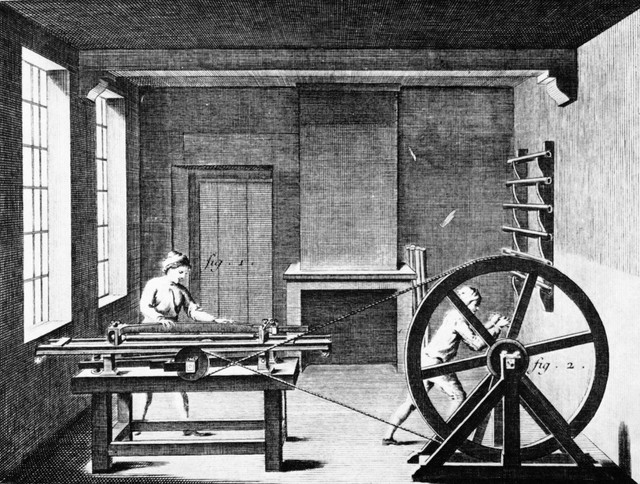
Here is another image showing a method of grinding a barrel in France in the 1700's. Since it isn't using water power, this likely is a method used before the Industrial Revolution.