It's really up to you & whether you want to learn to do it. On the barrel is
Not... where ya learn.
It's not hard at all, if you learn how to do it on some scrap metal, or what I practiced on was a 12" piece of 3/8" keystock. But here is a rough idea.
Mark the depth.
Mark the width of the TOP of the dovetail & leave just ? 1/32 or so meat there so the slot will not be too large.
Take a hacksaw & cut to the depth. Cut it as flat as you can, watching the line on the other side away from you. Some put them in a vice so they can only go so deep.
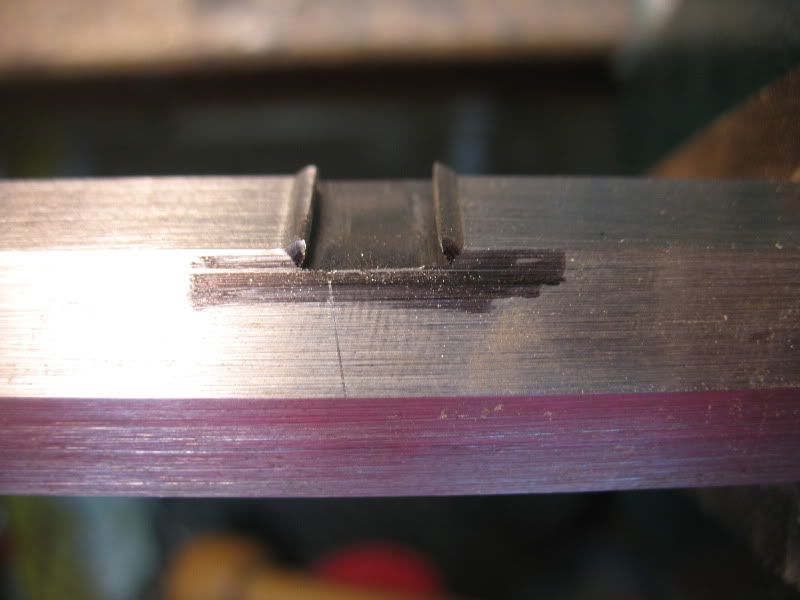
I cut the front & rear cuts first, then make a cut every 1/16" so I have allot of them in between the first & last cut.
Turn the saw at 45 deg & cut the first cut into the second cut, then do the next one, then next, til they are all gone.DO NOT get past your depth. Gonna look like manure when done but it will file out.
Now take a 6" Ultra Slim triangular file & take it to the grinder & Carefully grind off one flat. Take time & often quench the file in water as not to get it hot.
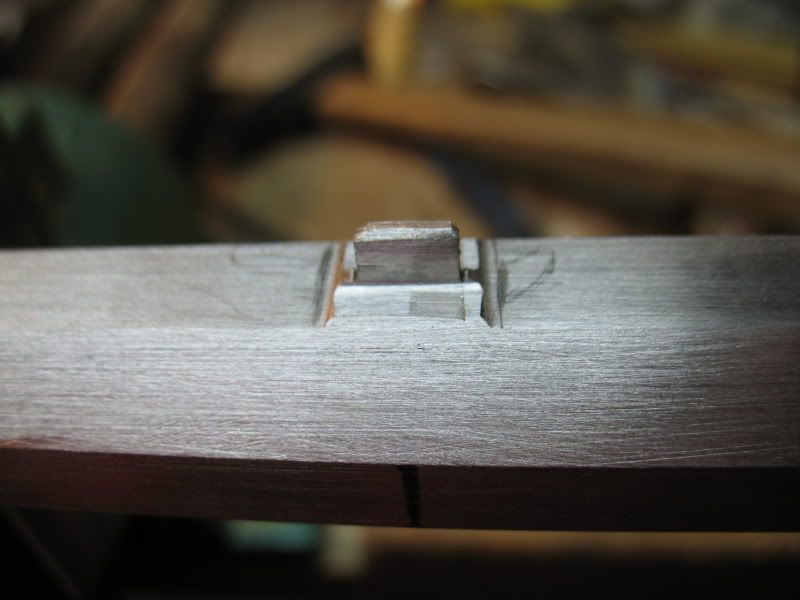
File the bottom of the slots all even now.
Take the file & start cutting the angled slot with the safe side of the file down. You will rotate the file cutting edge so the safe is up then down & keep the angle slot even at the bottom. Now do the other side.
Now take a flat file & file that very sharp edge off the piece going it. Just the very very edge as you file usually won't make that sharp a cut. If it is slightly rounded, let it go. Some are Very sharp, some not so sharp.
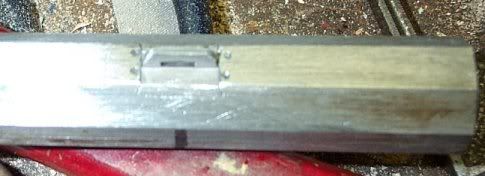
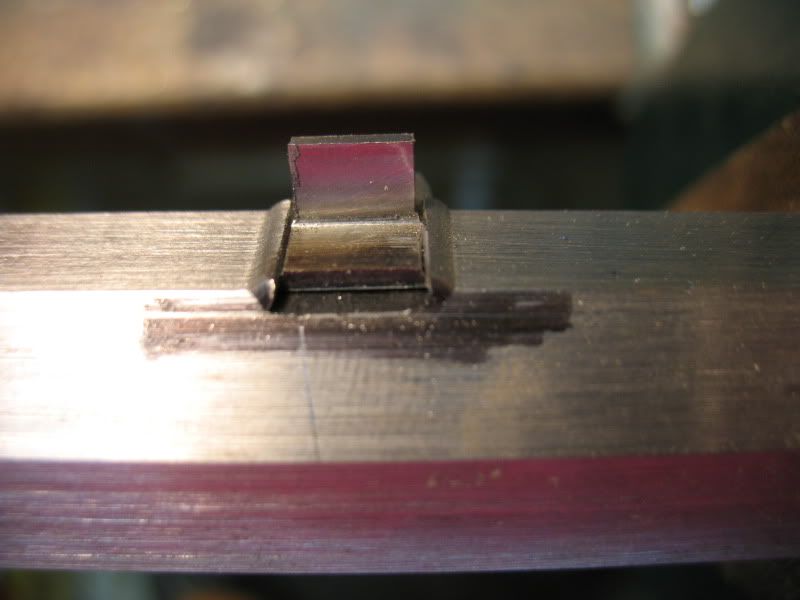
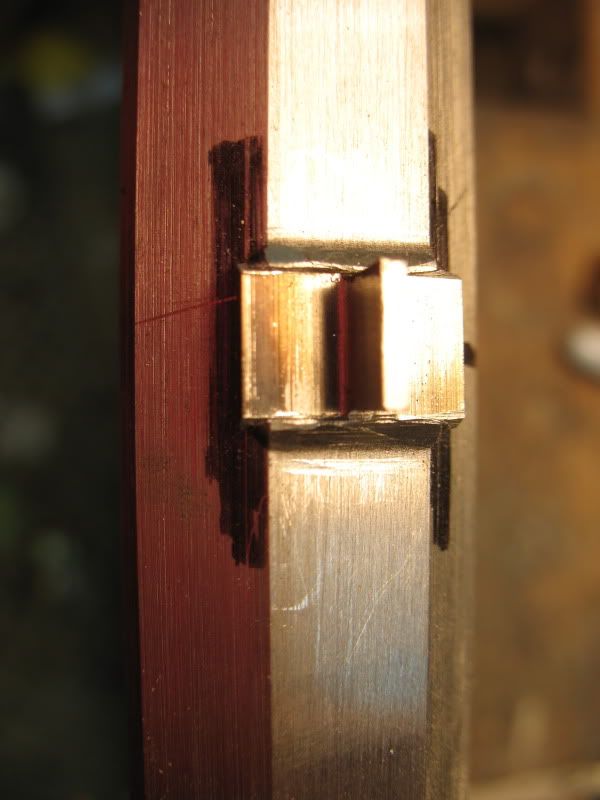
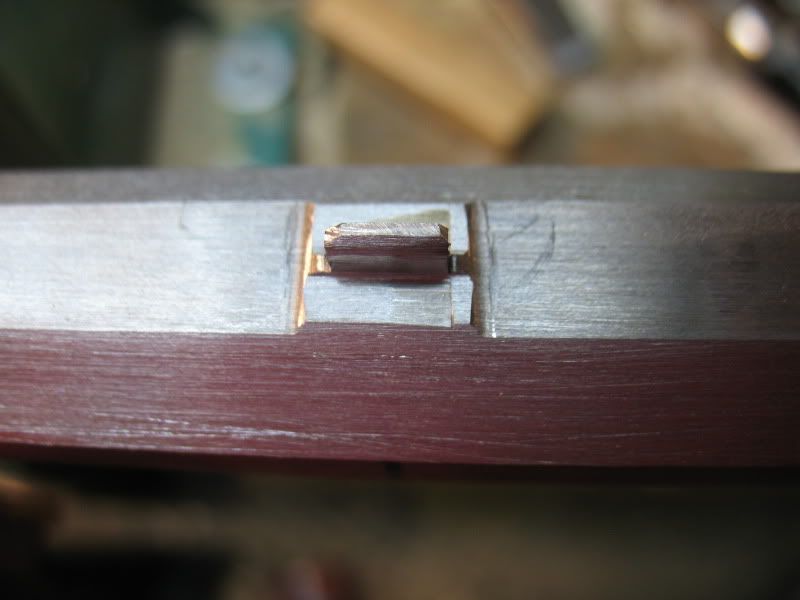
You want the piece to just start & have to tap it into the dovetail. I use a brass punch to punch mine in with.
This is a underlug, but same process for a sight.
First one I ever did took me an hour. Hundreds later I can now do 4 in 20 min. I always stake mine with a punch. Some do, some don't. So the more ya do the easier it gets & the more confidence ya get in doing them.
The important part is keep the file flat. Do NOT overcut the dovetail larger than the flat. If you are not sure where the file is hitting, blacken the cut with a permanent magic marker & then file & you can see where it is cutting.
Keith Lisle